 让创新之光,点亮梦想
让创新之光,点亮梦想
让创新之光,点亮梦想
让创新之光,点亮梦想
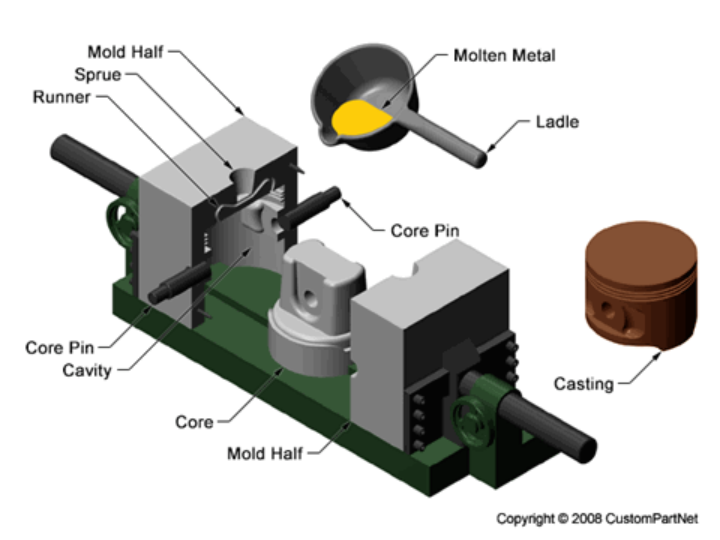
永久模铸造是一种金属铸造工艺,与砂型铸造和压铸有相似之处。在砂型铸造中,熔融金属被倒入模具中,模具被夹紧关闭,直到材料冷却并固化成所需的零件形状。然而,砂型铸造使用的是一次性模具,每次循环后都会被销毁。与压铸一样,永久性模具铸造使用通常由钢或铸铁制成的金属模具(模具),可重复使用数千次。由于熔融金属被倒入模具中,而不是强制注入,所以永久型铸造通常被称为重力压铸。永久型铸造通常用于大批量生产壁厚均匀的小型简单金属零件。有色金属通常用于该工艺,如铝合金、镁合金和铜合金。然而,铁和钢也可以使用石墨模具铸造。常见的永久性模具零件包括齿轮和齿轮箱、管件以及其他汽车和飞机部件,如活塞、叶轮和车轮。永久模铸造工艺包括以下步骤:
1.模具准备-首先,将模具预热至300-500°F(150-260°C)左右,以允许更好的金属流动并减少缺陷。然后,在模具型腔表面涂覆陶瓷涂层,以便于零件拆卸并延长模具寿命。
2.模具装配-模具至少由两部分组成——两个半模和用于形成复杂特征的任何型芯。这种砂芯通常由铁或钢制成,但有时使用消耗性砂芯。在此步骤中,插入型芯并将模具的两部分夹紧在一起。
3.倾倒-熔融金属通过模具顶部的浇口缓慢地从钢包倒入模具。金属流经流道系统并进入模具型腔。
4.冷却-熔融金属在模具中冷却和凝固。
5.开模-金属凝固后,打开两个半模并移除铸件。
6.修剪-在冷却过程中,流道系统和主流道中的金属凝固,附着在铸件上。这些多余的材料现在被切掉了。
 金属型铸造
金属型铸造
使用这些基本步骤,已经开发出了永久性铸模铸造的其他变体,以适应特定的应用。这些变化的示例包括:
1.与永久性模具铸造一样,熔融金属被倒入模具中,并在型腔表面开始凝固。当固化材料的数量等于所需的壁厚时,剩余的泥浆(尚未完全固化的材料)从模具中倒出。因此,泥浆铸造用于生产空心零件,无需使用型芯。泥浆铸造
2.熔融金属通过低压空气(<1 bar)强制进入模具,而不是浇注。施加压力可使模具保持填充状态,并减少冷却过程中的收缩。此外,更精细的细节和更薄的墙壁可以成型。低压铸造
3.类似于低压铸造,但真空压力用于填充模具。结果,可以模制更细的细节和薄壁,并且提高铸件的机械性能。真空永久型铸造
典型的 | 可行的 | |
形状 | 薄壁:复杂实体:圆柱形实体:立方体实体:复杂 | 扁平薄壁:圆柱形薄壁:立方 |
零件尺寸 | 重量:2盎司-660磅 | |
材料 | 铝铜镁 | 金属合金钢碳钢铸铁不锈钢铅镍锡钛锌 |
表面光洁度-Ra | 125-250μin | 32-400μin |
公差 | ±0.015英寸。 | ±0.01英寸。 |
最大壁厚 | 0.08-2英寸。 | 0.08-2英寸。 |
数量 | 1000 – 100000 | 500 – 1000000 |
订货交付时间 | 月 | 周 |
优势 | 可形成复杂形状良好的机械性能多种材料选择低孔隙率低劳动力成本废料可回收 | |
缺点 | 模具成本高,交付周期长 | |
应用 | 齿轮、车轮、壳体、发动机部件 |
 268
268
 收藏
收藏
 分享
分享
 sz00@qualisysgroup.com
sz00@qualisysgroup.com 18824597098
18824597098 qualisys_cs
qualisys_cs©2021 科理咨询(深圳)股份有限公司 版权所有 | 服务热线:4006 886 298







 2023.01.13
2023.01.13